
Unsere Epilamisierungsmittel bestehen aus einem Trägerfluid (Lösungsmittel), den oberflächenaktiven Wirkstoffen und verschiedenen Zusätzen, die das Benetzungsverhalten des Lösungsmittels verbessern sollen. Die Methode des Epilamschichtauftrags kann durch Tauchen, Besprühen oder Bedrucken der Bauteile erfolgen. Der eigentliche schichtbildende Prozess entsteht beim Verdunsten des Lösungsmittels. Die grenzschichtbildenden Wirkstoffe polymerisieren auf der Festkörperoberfläche auf und bilden bei den fluoraktiven Tensiden eine netzförmige Strukturen mit einzelnen senkrechtstehenden polaren Molekülen.
Die Tauchzeit kann sehr kurz sein (Sekunden). Beim Besprühen von Lagerstellen kann ein Sprühbild helfen. Das Bedrucken oder Bestempeln mit Filzstempeln ist möglich. Das Pinseln erfordert Erfahrung, da Bereiche unerkannt epilamfrei bleiben können.
Durchführung der Epilamisierung:

Testöl mit Kunststoffkappe, Ölgeber, Pinzette, Becherglas und Antispread

Bauteil eintauchen (ca. 2 sec.), dann trocknen lassen (10 sec. bis 2 min. bei schöpfenden Oberflächen)
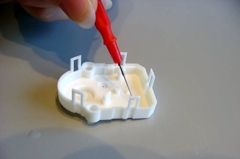
Tropfen Testflüssigkeit aufsetzen. Nach 24 h darf kein erkennbares Kriechen auftreten.

Obere Hälfte epilamisiert - ortsfest. Untere Hälfte nicht epilamisiert - völliges Breitlaufen.
Mögliche Probleme bei der Schichtbildung
Die Haftung der Schicht wird durch die Sauberkeit der Werkstoffoberfläche beeinflusst. Rückstände von Bearbeitungsprozessen, vor allem Kohlenwasserstoffe und Tenside, reduzieren das Haftvermögen der Epilamschicht. Grenzschichtbeeinflussende Verfahren, wie z.B. Schlichten von Glasfaseroberflächen zur Verstärkung von polymeren Werkstoffen, verhindern eine ausreichende Epilamschichtbildung auf verstärkten Kunststoffen.
Kontrolle der Epilamisierung
Da wirksame Epilamschichten bereits unter 0,1 mm eingesetzt werden, ist eine Kontrolle nur durch ein vergleichendes Verfahren der Oberflächenbenetzung möglich. Zu diesem Zweck wird eine Prüfflüssigkeit mit definierter und vor allem sehr niedriger Oberflächenspannung auf die epilamisierten Oberflächen aufgesetzt. Bei ausreichender und korrekter Epilamisierung bilden kleine ca. 1mm große Schmierstofftröpfchen halbkugelförmige Kalotten ohne ausgezackten Ränder. Die gleichen Schmierstofftröpfchen auf einer nicht epilamisierten Oberfläche spreiten innerhalb von wenigen Minuten zu Flecken von etwa 1cm² Größe.